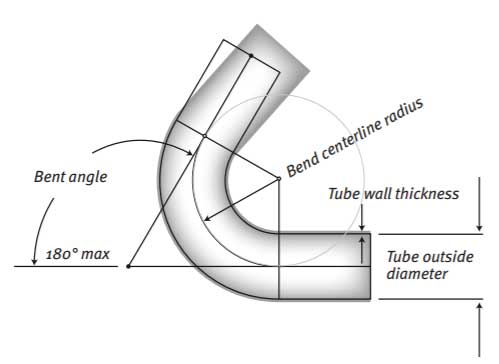
- OD (Outer Diameter): The measurement across the widest part of the tube.
- WT (Wall Thickness): The thickness of the tube’s wall material.
- CLR (Center Line Radius): The radius of the imaginary line that runs through the center of the tube when it’s bent.
Wall Factor (WF)
- Calculation: WF = Outer Diameter (OD) / Wall Thickness (WT)
- This ratio helps determine the tube’s relative wall thickness. A higher WF generally indicates a thinner-walled tube, which can be more challenging to bend due to an increased risk of wrinkling or collapsing during the bending process.
“D” of Bend
- Calculation: “D” of Bend = Centerline Radius (CLR) / Outer Diameter (OD)
- This ratio characterizes the severity of the bend. A larger “D” of Bend value represents a gentler bend with a larger radius, while a smaller value signifies a tighter bend with a smaller radius. Tighter bends are generally more difficult to achieve.
Distance Between Bends (DBB)
- This is the straight length of the tube between two consecutive bends. DBB significantly influences the overall shape and complexity of the bent component. Shorter DBB values can increase the difficulty of bending, especially when multiple bends are closely spaced.
Degree of Bend (DOB)
- DOB is the angle formed by the two straight sections of the tube at the bend. A larger DOB generally indicates a sharper bend, which can increase bending difficulty and the potential for springback (the tendency of the tube to partially return to its original shape after bending).
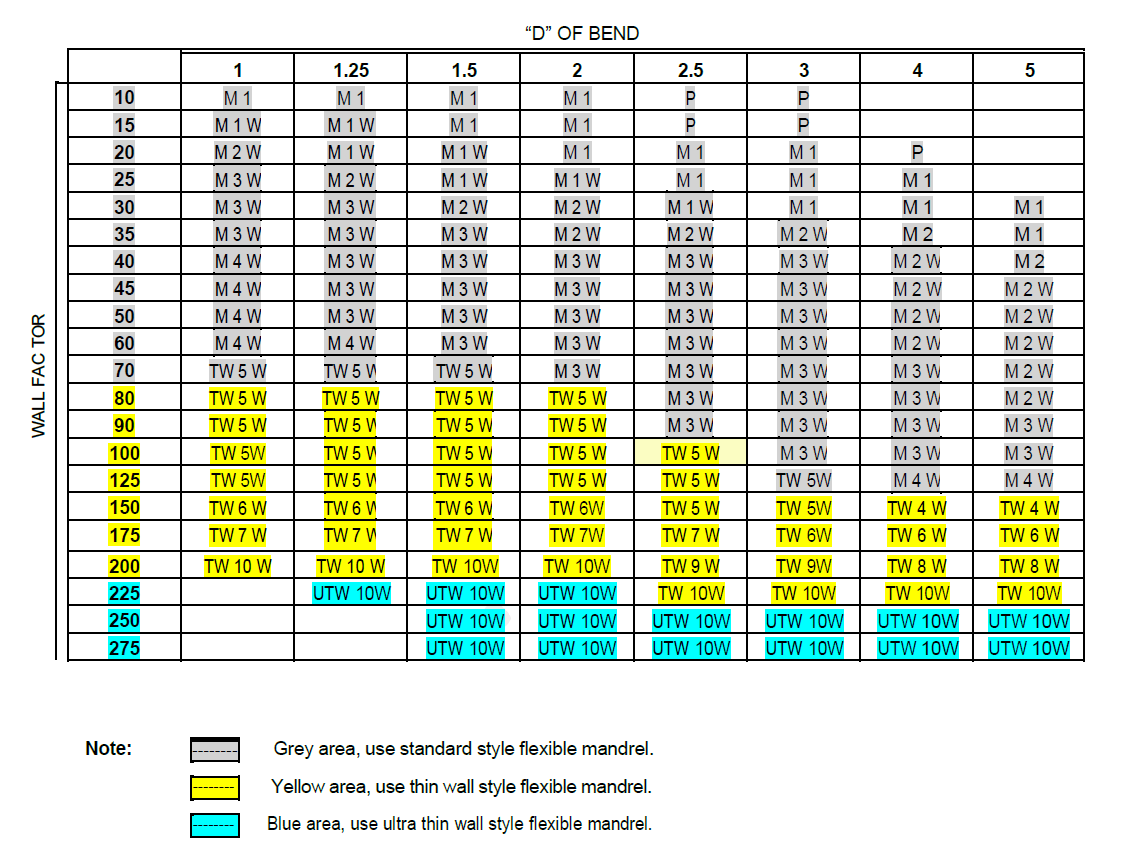
Mandrel and Wiper Die Selection Guide
Below is a reference chart to help you determine the appropriate mandrel type, number of balls, and wiper dies required.
Wall Factor = Tube Outer Diameter / Wall Thickness
“D” of Bend = Bend Centerline Radius / Tube Outer Diameter
Example 1:
Bending a tube with 2.5″ OD, .075 wall thickness, and a 3.5″ CLR:
Wall Factor = 2.50 / .075 = 33.3
“D” of Bend = 3.50 / 2.50 = 1.4
Example 2:
Bending a tube with 50mm OD, 1.5mm wall thickness, and a 100.0mm CLR:
Wall Factor = 50.00 / 1.5 = 33.3
“D” of Bend = 100.0 / 50.0 = 2.0
For detailed advice or additional insights, always consult with our Sales or Quoting team to account for specific requirements.
Quick Menu
Bending Basics
As a tube or pipe is being bent, the exterior wall at the point of the bend begins to stretch and thin out. Simultaneously, the corresponding interior segment of the workpiece becomes thicker and more compressed. Controlling the degree of material deformation is important for creating a smooth, rounded bend. Thick-walled tubes bent at a wide radius are likely to have a relatively low degree of deformation, but thinner tubes may not.
Mandrel
The mandrel is a device that can be affixed to the interior of the tube at the point of the bend to provide support throughout the operation. It can be designed as a single plug or a sequence of balls that flex and adjust according to the bend. Aside from providing internal support for thin tubes, a plug mandrel can also be used to avert additional bending forces on thicker tubes that are more difficult to shape.
Wiper Die
A wiper die may reduce the risk of wrinkling on the workpiece. This wiper is designed to be wedged into the groove between the tube and the bending die and is fixed in a thin taper that follows the point where the tube will start to bend. The wiper minimizes the gap between the bending die and the tube, maintaining the tube surface and reducing any space for a wrinkle to develop. Wipers are often used in conjunction with mandrels to achieve smoother results.
Elongation Control
Elongation stretching is the process in which a tube gets stretched before undergoing structural deformation. Given that material stress occurs differently for durable and lighter tubes, the need for elongation control is generally greater for manufacturers. In general, as a bend radius comes closer to the diameter of the tube or as the material gets thinner, additional bending support is needed to ensure optimal elongation control.
Most Common Bending Problems
- Hump at the end of bend: Relocate mandrel back from tangent until bump largely vanishes. (An excellent way to find the best location for the mandrel.)
- Wrinkling throughout bend: Advance wiper die closer to tangent. Decrease ratio of wiper die nose to tube head.
- Bad mark on the start of bend and over bend for 90°: Remove clamping portion of bend die not matched properly to round part of bend die.
- Wrinkling occurring for only a portion of the bend (45° out of 90°): Bend die grooves and tolerances are not concentric. Taper in pressure die (from bottom of tube groove to back of die).
- Excessive collapse with or without wrinkling throughout entire bend: Advance mandrel toward tangent until slight hump occurs (most mandrels must project somewhat past tangent).
- Mandrel ball humps: Too much drag on tube, back off pressure die force. Increase wiper die rake. May require closer pitch mandrel ball assembly. (Tightening material too soft.)
- Scratches in grip area: Heavy wrinkling through bend area only and scratches in grip area indicate slippage in clamp section. Reduce pressure die force or increase pressure in clamp die.
- Tool marks on center of bend: Over-sized tube. Undersized tube groove in bend die.
- Deep scratches throughout the bend and in wiper die area: Increase tube or relief in wiper die to 1-2 degrees. Use more or softer lubrication.
- Tool marks on center line of bend in clamp and pressure die area: Reduce pressure die force. Oversized or undersized tube groove.